")
Everything You Need to Know about Injection Moulding
What is Injection Molding:
Injection Molding is a manufacturing process for producing parts in large volume. It is most typically used in mass-production processes where the same part is being created thousands or even millions of times in succession.
Why Use Injection Molding:
The principal advantage of injection molding is the ability to scale production en masse. Once the initial costs have been paid the price per unit during injection molded manufacturing is extremely low. The price also tends to drop drastically as more parts are produced.
Other advantages include the following:
Injection Molding produces low scrap rates relative to traditional manufacturing processes like CNC machining which cut away substantial percentages of an original plastic block or sheet. This however can be a negative relative to additive manufacturing processes like 3D printing that have even lower scrap rates.
Note: waste plastic from injection molding manufacturing typically comes consistently from four areas:
The sprue
The runners
The gate locations
Any overflow material that leaks out of the part cavity itself (a condition called “flash”).
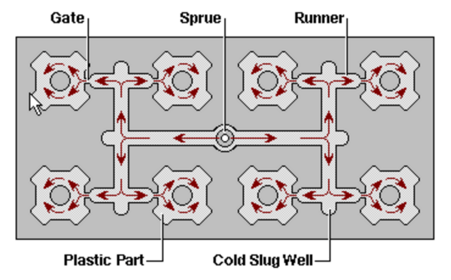
A sprue is simply the channel that guides molten plastic from the nozzle of the injection molding machine to the entry point for the entire injection mold tool. It is a separate part from the mold tool itself.
A runner is a system of channels that meet up with the sprue, typically within or as part of the mold tool, that guides the molten plastic into the part cavities within the mold tool. There are two principal categories of runners (hot and cold) which you can read about here.
Lastly, the gate is the part of the channel after the runner that leads directly into the part cavity. After an injection mold cycle (typically only seconds long) the entirety of the molten plastic will cool leaving solid plastic in the sprue, runners, gates, part cavities themselves, as well as a little bit of overflow potentially on the edges of the parts (if the seal isn’t 100% right).
Thermoset material, such as an epoxy resin that cures once exposed to air, is a material that cures and would burn after curing if one attempt is made to melt it. Thermoplastic material by contrast, is a plastic material that can be melted, cool and solidify, and then be melted again without burning.
With thermoplastic materials the material can be recycled are used again. Sometimes this happens right on the factory floor. They grind up the sprues/runners and any reject parts. Then they add that material back into the raw material that goes into the injection molding press. This material is referred to as “re-grind”.
Typically, quality control departments will limit the amount of regrind that is allowed to be placed back into the press. (Some performance properties of the plastic can degrade as it is molded over and over). Or, if they have a lot of it, a factory can sell this re-grind to some other factory who can use it. Typically regrind material is used for low-quality parts that don’t need high performance properties.
Injection Molding is very repeatable. That is, the second part you produce is going to be practically identical to the first one etc. This is a wonderful characteristic when trying to produce brand consistency and part reliability in high volume production.
What Are Some of The Considerations For Injection Molding:
Before you endeavor to produce a part via injection molding consider a few of the following things:
Financial Considerations
Determine the number of parts produced at which injection molding becomes the most cost effective method of manufacturing
Determine the number of parts produced at which you expect to break even on your investment (consider the costs of design, testing, production, assembly, marketing, and distribution as well as the expected price point for sales). Build in a conservative margin.
Entry Cost: Preparing a product for injection molded manufacturing requires a large initial investment. Make sure you understand this crucial point up front.
Production Quantity
Design Considerations
Part Design: You want to design the part from day one with injection molding in mind. Simplifying geometry and minimizing the number of parts early on will pay dividends down the road.
Tool Design: Make sure to design the mold tool to prevent defects during production. For a list of 10 common injection molding defects and how to fix or prevent them read here. Consider gate locations and run simulations using moldflow software like Solidworks Plastics.
Production Considerations
Cycle Time: Minimize cycle time in as much as it is possible. Using machines with hot runner technology will help as will well-thought-out tooling. Small changes can make a big difference and cutting a few seconds from your cycle time can translate into big savings when you’re producing millions of parts.
Assembly: Design your part to minimize assembly. Much of the reason injection molding is done in southeast Asia is the cost of assembling simple parts during an injection molding run. To the extent that you can design assembly out of the process you will save significant money on the cost of labor.
An Example (Designing For Injection Molding)
Designing a part that’s suitable for injection molding versus one that’s suitable for machining, thermal forming, or 3D printing means taking into consideration some of the differences between the various fabrication techniques and recognizing when your project is better suited to one or the other. Typical parts you might want to injection mold include joints, brackets, or housings. For example, most consumer electronic tools are made with a plastic shell (housing) that’s injection molded and used for the body of the tool. Consider the housing for an automotive part (see below): (Photo By PT Daijo Industrial)

One of the most obvious advantages to injection molding is that the housing serves multiple purposes. First, it serves as a handle for the end user to interact with. It also acts as a receptacle for the battery and motor as well the location of various screw bosses that will be used to fasten the device together once the internal parts are assembled. In other words, injection molding is extremely effective when you need to organize a lot of internal parts within a housing. As a consequence, it’s a fantastic way to reduce the number of total parts (“piece count”). Of note, this part is also an overmolded part. For more on this process read here.
Some of the other reasons that injection molding is a good fit for this example include the fact that the drill is being produced in large volume. That is, Panasonic is creating a large number of copies of the same drill handle. Injection molding is wonderful for this kind of high volume production because the high initial costs pay the manufacturer back over time with low per unit costs. For this same reason injection molding can be a poor choice for low volume production. Additionally of note, there are some design constraints if using injection molding. For example, the part has nearly uniform wall thickness (which is important in order to avoid defects), and the part is made with a thermoplastic material (allowing for solid plastic stock to be repeatedly melted for the procedure). If you were designing a part with a thermoset material then injection molding would be more nuanced. You can injection mold a thermoset material but you can only do it once. Trying to melt a thermoset plastic a second time will result in burning the material. Similarly, a part with varied wall thickness would require more attention in the mold tool design to ensure uniform cooling and to avoid defects during production.
Conclusion :
Injection molding is a great technology for finished production on a massive scale. It is also useful for finalized prototypes that are used for consumer and/or product testing. Prior to this late stage in production, however, 3D printing is much more affordable and flexible for products in the early stages of design.